")
 English
English
 Latviešu (Latvija)
Latviešu (Latvija)












Elektrodi SPEZIAL 2.5mm*350mm
№ товара
4211040-25.1
Свойства и применение SPEZIAL - это универсальный электрод для сварки MMA с двойным основным покрытием. Во время производства электродов оба покрытия одновременно прессуются за одну операцию. Покрытия имеют различный химический состав, но при совместном горении дают превосходный результат.Состав
Описание
| Свойства и применение |
SPEZIAL - это универсальный электрод для сварки MMA с двойным основным покрытием. Во время производства электродов оба покрытия одновременно прессуются за одну операцию. Покрытия имеют различный химический состав, но при совместном горении дают превосходный результат.Состав двойного покрытия обеспечивает исключительные сварочные характеристики и очень стабильную направленную сварочную дугу. Очень хорошее перекрытие зазоров, электрод идеально подходит для сварки корневых швов и заполняющих швов. Электрод дает ровный, гладкий с небольшими звеньями сварочный шов. Стекловидный шлак легко удаляется с поверхности шва. Хорошая ударная вязкость шва по ISO-V до -30 ° C. |
 |
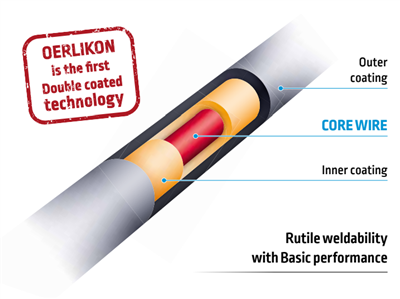
| Что такое двойное покрытие электрода |
Электрод с двойным покрытием состоит из двух отдельных слоев: «внешний слой» имеет основное покрытие «внутренний слой» - рутил-кислотное покрытие. Во внутреннем слое сосредоточены минералы, стабилизирующие дугу, и металлические порошки, а минералы, обеспечивающие газовую защиту, сосредоточены во внешнем покрытии. Эта комбинация обеспечивает уникальные характеристики свариваемости. Оба покрытия прессуются одновременно за одну операцию экструзии. Кроме того, оба покрытия имеют разный, но взамодополняющий химический состав, что наилучшим образом влияет на результат. |
 |
| Особенности |
|
| Преимущества для сварщиков |
|
| Стандарты | |
AWS/ASME SFA - 5.1 | E 7016-H8 |
EN ISO 2560 - A | E 38 3 B 12 H10 |
| Типовой химический состав металла шва (%) | |||||||
| Химический элемент | C | Si | Mn | S | P | ||
| Содержание в металле шва | 0.06 | 0.7 | 0.9 | ≤0.015 | ≤0.020 | ||
| Типовые механические свойства наплавленного металла | |||||
| Условия теста | Предел текучести (N/mm²) | Предел прочности (N/mm²) | Удлиннение A5 (%) | Работа удара (тест Шарпи) (J) | |
| Как сварено | ≥ 380 | 470-600 | ≥ 25 | +20 °C → ≥ 150 | -30°C → ≥ 60 |
| Дополнительная информация | |
| Позиции сварки: |       |
| Полярность: |
|


| Показатели наплавки | ||||||
| Ток | Время | Степень наплавки @ 90 Imax | Диаметр x Длина | Эффективность наплавки (%) | Кол-во электродов/ kg металла шва | Напряжение |
| 50-95(A) | -(sec.) | - (kg/h) | 2.5 x 350 (mm) | - (%) | - | - (V) |
| Утверждено |
ABS 3Y H5 BV 3Y H5 CE EN 13479 DB 10.039.12 DNV-GL 3 YH5 LR 3Y H5 NAKS/HAKC *2.5 - 5.0 mm PRS 3Y H5 RINA 3Y H5 RS 3Y H5 VdTÜV 00690 |
| Утвержден в зависимости от страны-нахождения предприятия изготовителя |
| Характеристики | |
Тип сплава | Carbon manganese |
Тип пкрытия | Basic covering |
Диффузионный водород | < 10.0 ml/100g |
Ток сварки | DC + , AC |
Применение | Металлоконструкции, производственные и монтажные работы в промышленности и строительстве трубопроводов. Свариваемый материал S(P)235; С(П)355; ГП 240; ГП 280; л 245; L260. |
Хранение & Повторная прокалка |
| Требуется прокалка в течение 2 часов при 250°C - 300°C. Количество циклов: мax 5. |
Спецификации
| Масса продукта, кг | 4,2 |
| Брутто масса, кг | 4,3 |
| Кол-во газа, м3 | 0 |
| Стандартная арендная плата, EUR/день (без НДС) | 0 |
Отзывы (0)
Нет отзывов.